樹脂砂設備生產線���、固化劑和原砂的質量應符合國家標準中的相關規(guī)定���,再生砂性能應滿足工藝要求。
1����、混制樹脂砂前�,應首先打開電源�、氣源檢查混砂設備運轉是否正常,原材料是否充足�。
2、混砂操作工藝
開機和停機時���,首尾下來的料不能做面砂使用��,可摻入型芯中作為填料����。
體積較大的型芯����,可用固態(tài)砂塊做填料以加強透氣性和節(jié)約用砂。
型芯的出氣可采取扎氣眼����、留出氣道、芯骨上纏繞尼龍通氣繩或鐵屑等方法�。
直澆口較高的砂型,澆注系統應采用耐火材料管及耐火磚片,以提高鑄型的抗沖刷能力�����。
砂型及芯盒放滿砂后應及時刮平并扎出氣眼��。
樹脂砂起模時間視具體工藝條件而定���,一般在20~60分鐘,機身�����、缸體等大件可適當延長起模時間�����。
樹脂砂型芯起模一小時后方可涂刷涂料��,使用水基涂料其烘干工藝參見《烘干工藝守則》�����,使用醇基涂料���,大件在涂料點燃干燥后應用煤氣適當烘烤�,確保干燥徹底。
樹脂砂型�����、芯出現損壞���,應用粘結劑粘補或插鐵釘用樹脂砂填補固化后磨平��。
型芯起模后����,一般應經6小時達到一定強度后方可澆注����。
每個工作班結束后必須清理攪拌槽和葉片。
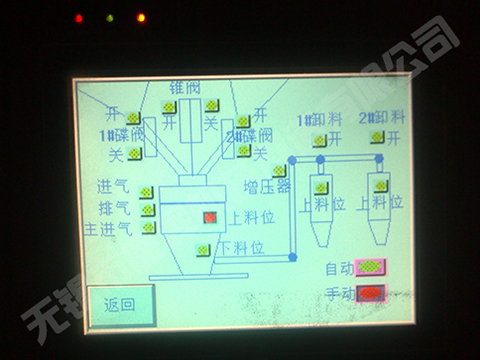
不定期檢查混砂設備定量是否準確����。
3 、 樹脂砂工藝性能檢查
樹脂型���、芯砂性能檢驗規(guī)定為每班一次����,每周可檢查四次,在常溫下要求:一小時抗拉強度≥0.08Mpa�����,兩小時抗拉強度>0.2 Mpa���,二十四小時抗拉強度>0.4 Mpa。
再生砂性能檢驗為每周一次�����,要求灼減度<2.5%����,含泥量<1.5%,發(fā)氣量<15ml���。